
Пријатели кои праватКастинг за инвестицииЗнајте дека овој бизнис е за сите „детали одредуваат успех или неуспех“. Клиентите може да сакаат сечила на авиони, медицинска опрема или прецизни делови од инструменти, а разликата од 0,01 мм може да го направи производот отфрлен. Денес, да разговараме за тоа како да ја постигнеме точноста на кастинг.
1. Восок модел за правење - „Првиот премин“ на точност
Восочниот модел е како „генот“ на кастингот. Ако овој чекор е искривен, сите останати ќе бидат залудни. Сега мејнстримот користи модели за восок од 3Д печатење, а точноста на смола од светлина може да достигне 0,05 мм, што е многу подобро од традиционалното рачно. Но, обрнете внимание на контролата на температурата. Ако температурата на работилницата се разликува за 5 ℃, стапката на намалување на моделот восок може да биде неправилна. Се препорачува да користите постојана опрема за температура и влажност, не заштедувајте ги овие малку пари.
2 Процес на правење школка - Не дозволувајте керамичката обвивка да ве „пика“
Колку слоеви на силика сол боја се нанесуваат и колку е густ секој слој директно влијае на крајната големина. Една фабрика беше мрзлива и четкана еден помалку слој, што резултираше со дупки од песок низ целата површина на леењето. Сега е популарно да се користи „Изработка на градиентни школки“ - фин прав за внатрешниот слој и груб прав за надворешниот слој, што не само што може да обезбеди мазност, туку и да ја намали деформацијата на стресот. Запомнете да ја исушите школка долго време, во спротивно таа ќе „експлодира“ директно за време на Dewaxing.
3. Топење и истурање - „темпераментот“ на стопениот метал мора да се разбере
Стапката на намалување на легура од не'рѓосувачки челик и висока температура може да се разликува за 1%! Големината на калапот мора да се прилагоди според материјалните својства. Температурата на истурање е уште посуштинска. Одредена фабрика за авијациски делови директно го укина кастингот затоа што температурата беше 20 ℃ поголема, а големината на житото беше груба. Сега користиме софтвер за анализа на проток на мувла за да симулираме однапред, што е многу посигурно од испитувањето и грешката.
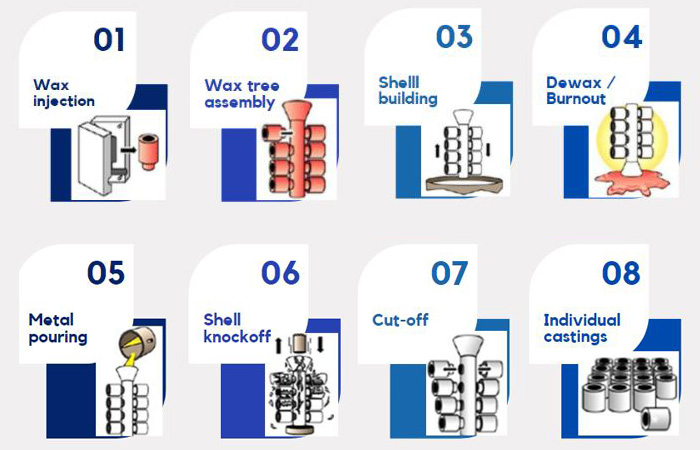
4. Пост -обработка - Мелењето не се заснова на брутална сила
Постабилно е да се користат роботи за мелење на закопките наИнвестициски кастинготколку рачна работа, но програмирањето е добро. Сум видел дека луѓето користат големи тркала за мелење за да заштедат проблеми, но тие мелат низ деловите со тенок ид. „Магнетско мелење“ е популарно сега. Малите делови се заоблени сами во магнетното поле, а точноста може да се контролира на 0,02мм.
5. Методи за инспекција - Не чекајте до пратката да ја „отвори слепите кутии“
Мандата за мерење со три координати е стандардна, но не заборавајте откривање на рендгенски недостаток. Имаше фабрика што направи турбински лопати. Површинската инспекција беше квалификувана, но Х-зраците пронајдоа внатрешни пори и скоро ја изгуби нарачката на клиентот. Сега се користи дури и визуелна инспекција на АИ, што е побрзо од човечкото око и не прави грешки.
Заклучок:
Во последната анализа, точноста на кастинг се постигнува со целиот сет на „комбинирани удари“. Од восочни калапи до инспекции, секоја врска мора да се сфати сериозно. Сега конкуренцијата на пазарот е толку жестока, кој може да добие дополнителна 0,01 мм во точност, може да земе нарачки од високо ниво. Следниот пат кога клиентот ќе праша „како да обезбеди точност“, само фрлете го овој напис до него - професионалните работи мора да бидат решени со професионални методи.
Како професионален производител и снабдувач, нудиме висококвалитетни производи. Доколку сте заинтересирани за нашите производи или имате какви било прашања, ве молиме слободноконтактирајте не.
Повеќето од нашите понуди се испорачуваат во рок од 24/36 часа. и обично за многу помалку време, во зависност од деталите на проектот.
Нашиот тим ќе ве контактира директно за вашата понуда за CNC обработка за да се осигура дека сте ги добиле и ги разбирате сите аспекти на вашата понуда и да одговорите на сите прашања што може да ги имате за вашите опции.